皆さんは、ポンプとモータのセンタリング(芯出し)作業をご存じでしょうか。
ポンプも長持ちさせるためにはポンプとモータの芯が合っていることが大事です。
センタリング作業には熟練の技が必要ですが、計算方法とコツはあります。
この記事では、センタリングの手順を3ステップで解説します。
【こんな方にオススメ】
- センタリング初心者の方
- センタリングをスムーズに終わらせる方法を知りたい方
そもそもセンタリングの目的は?
手順だけ知りたい方は、読み飛ばしてください。
センタリング(芯出し)は、ポンプとモータの主軸の位置を合わせる作業です。
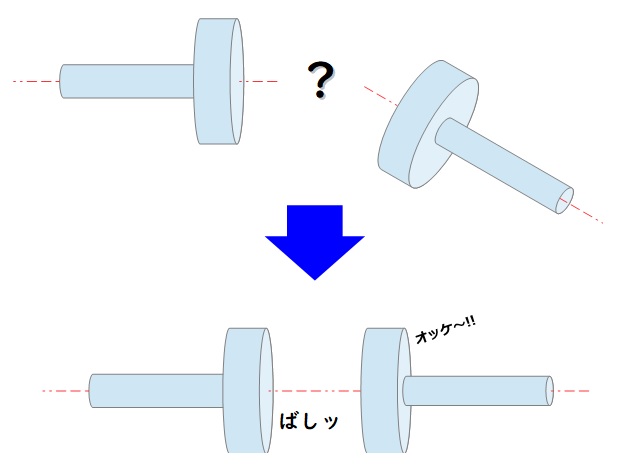
双方の主軸の位置がズレた状態で無理やりカップリングを繋げると、内部に力(応力)がかかります。
内部にかかった力は、振動の原因になったり、カップリングや軸受の寿命を縮める原因に。
最悪の場合は機器が破損することもあります。
機器を長持ちさせるため、ポンプとモータの主軸のズレの度合いをメーカ等で規定している許容範囲内に収める必要があります。
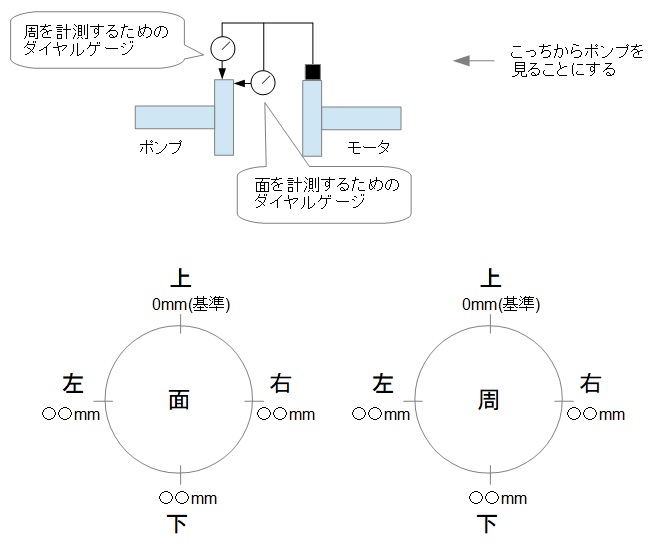
芯を合わせるには、次の4種類の値を計測して調整します。
ズレ方:面と周
面は、ポンプからみてモータが傾いているかどうか。カップリングの面が傾いているかどうか(面開き、面倒れ)
周は、芯同士は平行でも、位置がずれているかどうか(オフセット、ゲタ)
見る角度:上下と左右
上下は、ポンプを横から見た時のズレ
左右は、ポンプを真上から見た時のズレ
これらを組み合わせ、①面の上下、②周の上下、③面の左右、④周の左右 の4種類となります。
実際には、以下のようにダイヤルゲージを使い、8点を計測して、上と下の差、右と左の差を出すことで、4種類の数値を出します。
ステップ1 準備作業
調整をスムーズに終わらせるには、前準備が肝心です。調整作業を開始する前に、以下のことをしっかり確認しましょう。
・計測器具、工具の準備
・ベースにサビ・ゴミ紙がないか
・4本の脚にガタつきがないか
・ダイヤルゲージの計測値に問題ないか
・マグネットスタンドにガタがないか
・ダイヤルゲージがまっすぐ取り付けられているか
・ポンプ、モータのサイズ感を把握しておく。
(カップリングの径、計測点からモータ前足までの距離、計測点からモータ後足までの距離)
・記録シートを準備
・計測する場所、記録する場所を確認 (たくさん計測するので混乱しやすい)
ステップ2 まずは上下を調整 (ライナーの調整)
ここから、実際の調整に入っていきます。まずは上下の調整です。なぜ上下から先に調整するかというと、上下の調整にはライナー(シム)の抜き差しが必要だからです。
2-1. 面の上下(面開き) モータ前後の差を解消
上下の中でも、まずは面から。
調整前の状態で計測した結果、以下のように上を基準としたときに下が8/100mm(0.08mm)狭かった事例で、モータの足に入れライナーの厚みを考えます。

図でわかる通り、面を調整するためには、モータの前後に入れるライナーの厚みは異なり、カップリングから遠いほど調整量が大きく、カップリングに近いほど調整量が小さくなります。
その厚みはそれぞれ以下のような計算で出てきます。
前足のライナー厚みは、
$$\frac{0.08}{100}\times150=0.12$$
後足のライナーの厚みは、
$$\frac{0.08}{100}\times300=0.24$$
前足の左右に0.12mm、後足の左右に0.24mmのライナーを入れれば、モータ前後の差が解消され、面開きがなくなります。
2-2. 周の上下(芯ずれ) 高さの差を解消
面がOKであれば、次は周です。
調整前の状態で計測した結果、以下のように上を基準としたときに下が18/100mm(0.14mm)狭かった事例で考えてみます。上を基準にゼロに合わせて計測した結果ですので、実際には上下に9/100mmずつズレていたと考えることができます。
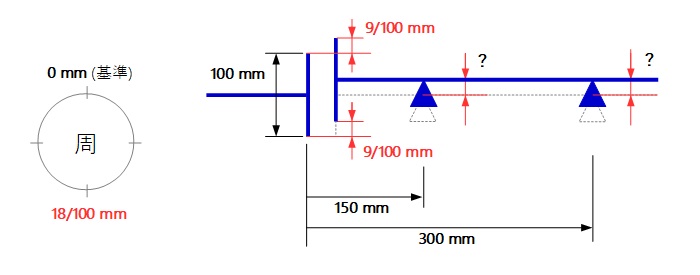
図でわかる通り、周を調整するためには、モータの前後に同じ厚みのライナーでの調整になります。この場合は、0.09mm分のライナーをモータのすべての足から抜くことになります。
<補足>面と周を同時にもできる
補足ですが、面と周は一度に計測して、ライナー調整を一度に実施することができます。
調整前の状態で、上下の面と周を同時に計測します。その結果、面は下が8/100mm(0.08mm)狭く、周は下が18/100mm(0.14mm)狭かった事例で考えてみます。

前足のライナー厚みは、
$$\frac{0.08}{100}\times150-0.09=0.03$$
後足のライナーの厚みは、
$$\frac{0.08}{100}\times300-0.09=0.15$$
前足に0.12mm、後足に0.24mmのライナーを入れ、両方から0.09mm分のライナーを抜く代わりに、はじめから前足に0.03mm、後足に0.15mmのライナーを入れるということですね。これで上下に関する作業が一回で済みます。
2.3 繰り返し
ライナー調整を実施した結果を確認するために、もう一度、上下の面と周を計測します。計測結果が許容範囲内に入っていれば次のステップに進めますが、ダメならもう一度調整します。
ここで大事なことは、あとで再びライナー調整をする羽目にならないように、しっかりやり切ることです。許容範囲に入ったからOKではなく、なるべくゼロを目指して調整すべきところです。
ステップ3 次に左右を調整 (モータを横にずらす)
ステップ2で上下が完了し、ライナーがしっかり固まったら、次はステップ3。左右の調整に入ります。
考え方や計算方法は、上下とまったく同じです。
ただし、左右の調整ではライナーの抜き差しはありません。ライナーの代わりに、モータを手で移動させたり、ハンマーでちょこんと叩いたり、位置決めボルトでモータを動かして調整します。
これで、センタリング作業は終了です。
現場での調整の難しさ
これまで説明した調整が基本ですが、実際には様々な原因で調整に苦労することがあります。
計算ミス
単純に、ダイヤルゲージのプラスマイナスを間違えるというミスはあるあるだと思います。
現場では混乱しやすいです。ダイヤルゲージをどのように取り付けたか、針がどちらに動いたら近づいているか、離れているか、関係をチェックしましょう。
周で計測した値は、芯ずれの値として考える時には半分にしないといけないことも注意。
上下の周の計測は、芯のズレ量を上でも下でも測っているから、計測結果は偏芯量の2倍の値になっています。

計算に現れない外乱
計算にミスはなくても、現場には、計算には現れない外乱があります。
ステップ1で挙げたような、計測機器の取り付け状態だったり、ゴミや機器自身のガタツキなどが例です。
すべての外乱を取り除かないと、計算通りにはなりません。
やり直しになると大変ですので、前準備(ステップ1)で外乱を取り除いておくことが大事です。
一歩一歩 確実に
後戻り作業にならないように、一発で仕留めようとせず、少しずつシムを入れていく方法もあります。
〇〇mmのライナーで結果が◇◇mmだけ変化したから、次は△△mmのライナーを入れれば許容値に入りそうだな。という感覚が得られ、成功に近づきます。
左右の調整をするときには、ハンマーなんかでたたいて移動させる場合もありますが、どれぐらいの力でたたくか、どこをたたくか、といったところは非常に感覚的です。一度たたいてみてどれぐらい動いたか確認しながら、少しずつ近づけていく必要があります
このあたりは経験から得られるノウハウであり、職人技と言われるところだと思います。
ただ全体の流れとして言えるのは、始めが肝心ということ。
重要度としてはステップ1(準備)>ステップ2(上下)>ステップ3(左右)の順です。
周りにも注意
計測結果が天候に左右されることもあります。
例えば日光のあたり具合で計測結果が変わったり、雨のせいで結果が変わったり。
周りの環境にも気を使う必要ありです。
その意味では、天候が変わらないうちに終わらせるということすらもコツの一つになりますね。
参考・役立つツールの紹介
Youtube
ミクロンチャンネルさんが、現物で解説してくださっています。
30分ほどの動画で、作業の流れが理解できるはずです。
【機械据え付け】ポンプ等のセンターリングのやり方解説♪[Machine installation] Explanation of how to center pumps, etc. – YouTube
アプリ・計算機
スマホでさっと計算するには便利です。
「センタリング 計算」などのキーワードで計算機やアプリにたどり着くと思いますので、是非お試しください。
参考になればうれしいです。
ご指摘・ご質問・ご要望などあれば遠慮なくお問い合わせください。




![]()